TIG 용접부 위치에 따른 직사각형 판의 고유진동수 변화에 대한 연구

Abstract
Among the negative effects of vibration on machinery and ship structures, the most important factor to pay attention to is the fatigue failure phenomenon caused by resonance. In order to avoid this phenomenon, factors that change the natural frequency must also be considered in designing the structure. Welding is an assembly and joining method used throughout the industry, but the transformation of natural frequency caused by welding also should be considered due to the changes in the intrinsic properties of plate due to welding. However, it is difficult to find the related study. Therefore, in this study, various specimens were used to investigate the qualitative tendency of the natural frequency of the welded plate. This study was conducted to find out how the natural frequency of the welded plate was transformed by varying the thickness of the plate, the direction of welding and the support condition. In the design of structures, this study was conducted to identify the tendency of the natural frequency of vibration caused by welding and avoid fatigue failure caused by resonance as well.
Keywords:
Vibration analysis, Natural frequency, Resonance, Welded plate, Fatigue fracture1. 서 론
진동이 기계 및 선박 구조물에 미치는 부정적인 영향 중 가장 주의해야 하는 것은 공진에 의한 피로 파괴 현상이며, 공진을 피하기 위해서는 구조물의 고유진동수를 파악해야 한다. 용접은 산업 전반에 사용하는 조립 및 접합 방법이지만, 용접 과정에서 부재의 고유 성질을 변화시키므로 구조물 설계 과정에서 고려해야 한다.
Yu1)는 강판에 부가된 용접 부분이 미치는 진동 에너지에 관하여 연구하였고, 용접이 판의 강성을 증가시켜 모드 형상을 변화시킨다는 결론을 내렸다. 이후, Kang2)은 자동차 산업에서 많이 사용하는 점 용접을 적용한 박판에 대한 진동 피로 해석을 연구하였고, Han3)은 진동 특성에 관한 연구를 진행하였다. 하지만 다른 용접에 관한 연구는 찾아보기 어렵다.
이에 Kim4,5)은 조선 분야에서 많이 쓰이는 아크 용접 중 하나인 TIG 용접으로 용접한 박판에 관한 연구를 진행하였다. 실험 방법과 결과에 대한 신뢰성을 확보하기 위해 용접하지 않은 박판에 대해 유한요소해석을 실시하여 실험값을 비교하였다. 모드 특성이 유사하게 나타남을 확인하였고, 용접이 판의 고유진동수에 미치는 정성적인 경향을 파악하였다.
Park6,7)은 더욱 명확한 진동 특성을 파악하기 위해 Kim의 시편 종류를 확장하였다. 판의 중심에 용접한 시편을 두께와 용접 면적을 다양하게 하여 실험을 진행하였으며, 그에 따른 경향을 고찰하였다. 또한 Moon8)은 정사각형 판의 용접 위치를 중심에서 일정한 간격으로 옮겨 연구를 진행하였다.
본 연구에서는 정사각형 판과 두 변의 길이가 다른 직사각형 판의 경향을 비교하기 위해 용접 위치에 따른 직사각형 판에 관한 연구를 진행하였다. 실제 현장에서는 다양한 변수가 발생하기 때문에 물성치를 정확하게 추정하는 정량적인 경향을 파악하기보다, 용접부 위치에 따른 고유진동수의 영향에 대해 정성적으로 고찰하였다.
2. 시편 및 실험
2.1 시편
본 연구의 실험에 사용된 판은 Table 1과 같이 가로 300 mm, 세로 200 mm인 직사각형으로, 두께에 따른 경향을 파악하기 위해 두께 3 mm(3T), 두께 4 mm(4T)의 두 가지로 제작하였다.

Specification of Rectangular Plate
Table 2는 용접 조건9)을 나타내고 있으며, 용접 방향은 마운트를 기준으로 하여 두 가지 방법으로 용접하였다. 마운트와 나란한 방향으로 용접한 것은 가로 용접, 마운트와 수직으로 용접한 경우는 세로 용접으로 표기하였다. 용접 위치는 직사각형 판 가장자리에서 중심 위치까지 길이의 10%와 20%를 각각 이동하여 용접하였다. 판의 중심 위치가 판 길이 300 mm의 중심인 150 mm에 위치할 경우, 10%는 중심에서 가장자리 방향으로 15 mm 이동하여 용접한 것이고, 20%는 30 mm 이동하여 용접한 것을 의미한다. 판 길이 200 mm의 중심인 100 mm에 위치할 경우, 10%는 판의 중심에서 가장자리 방향으로 10 mm 이동하여 용접하고, 20%는 20 mm 이동하여 용접하였다. 지지 조건에 따른 경향도 파악하고자 직사각형 판의 한 부분만 마운트에 고정된 형태인 한 단 고정(Single-end-fixed), 양쪽이 마운트에 고정된 형태인 양단 고정(Both-ends-fixed), 총 두 가지 지지 조건으로 시편을 제작하였다. 이때, 마운트와 판의 고유진동수 간섭을 피하기 위해 판 두께에 따라 마운트의 단면 길이를 다르게 하였다.4,5) 두께 3 mm(3T)인 판은 단면의 한 변이 60 mm, 길이가 400 mm인 사각 강봉, 두께 4 mm(4T) 판은 단면의 한 변이 70 mm, 길이가 400 mm인 사각 강봉을 사용하였다.
Welding Condition
또한 한 단 고정에서 가로 용접했을 때, 용접부의 이동 방향이 마운트 방향과 마운트 반대 방향으로 나뉜다. 마운트 방향은 판의 중심에서 마운트가 고정된 방향으로 10%, 20%를 이동하여 용접한 것을 의미하고, 이를 D10%, D20%로 표기하였다. 마운트 반대 방향은 마운트가 고정되어 있지 않은 방향으로 중심에서 10%, 20% 이동하여 용접함을 뜻하고, U10%, U20%로 표기하였다. 제작한 시편은 Fig. 1, Fig. 2에서 나타내고 있으며, 점선은 판의 중심을 표시한 것이다.

Welding Point of Experiment Specimen (Fixed: 200 mm, Vertical Welding)

Welding Point of Experiment Specimen (Fixed: 200 mm, Horizontal Welding)
2.2 실험
용접하지 않은 원판과 판의 중심부를 용접한 시편을 함께 비교하며 실험을 진행하였다. Fig. 3과 같이 시편의 가로, 세로 길이를 6등분으로 나누었고, 점으로 표시된 부분에 충격해머(B&K, 8206-001)로 각 3회씩 충격가진실험(Impact Test)을 실시하였다. 측정 장치는 FFT분석기(b&k, 3560-B-040), 가속도계(ENDEVCO, 751-100)와 Analysis System(Laptop Computer)로 구성된다. 모드 특성치를 얻기 위해 신호 분석 프로그램인 PULSE Labshop(B&K)을 이용하였고, MATLAB으로 3차원 형상의 고유모드를 표현하였다.

Impact spot of Welded Plate
3. 3T 직사각형 판의 실험 결과 및 고찰
3.1 200 mm 부분 고정일 때 세로 방향 용접
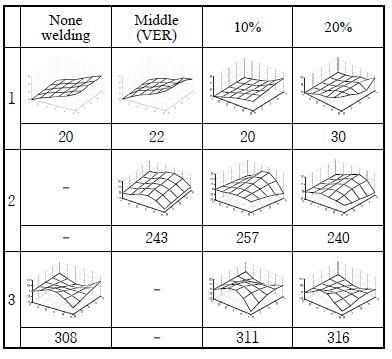
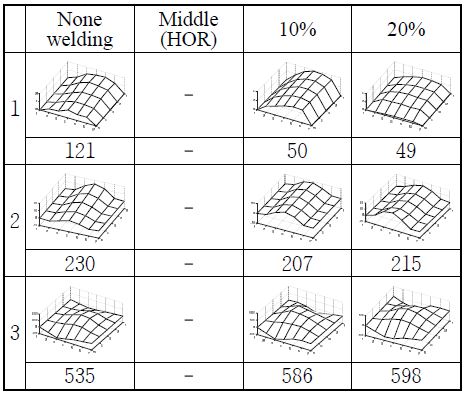
200 mm 부분 한 단 고정일 때, 세로 방향으로 용접한 3T 직사각형 판의 고유진동수와 모드 형상은 Table 3에서 나타내었다.
Natural frequencies of rectangular plate (3T, fixed: 200 mm, SM, Vertical)(Unit: Hz)
None welding은 용접을 하지 않은 원판, Middle(VER)은 판의 중심부에 세로 방향으로 용접한 것이다. 용접으로 인해 모드가 잘 나타나지 않는 부분에 대해 원판과 모드 형상을 비교하여 정리하였다. 1차 고유진동수는 중심에서 20% 이동하여 용접한 판이 가장 높고, 중심, 원판과 10% 이동하여 용접한 경우가 비슷하였다. 2차에서는 10%가 가장 컸으며, 중심, 20%의 순서로 작아졌다. 3차는 중심에서 20% 이동했을 때가 가장 컸으며, 10%, 원판 순이었다.
3.2 200 mm 부분 고정일 때 가로 방향 용접
한 단 고정일 때, 마운트 고정 반대 방향으로 가로 용접한 3T 직사각형 판의 고유진동수와 모드 형상은 Table 5에서 나타낸다. 1차 고유진동수는 10%가 가장 높다. 대부분의 차수에서 U20%의 고유진동수가 낮으며, 2차에서는 많은 차이를 보였다. 이는 모드 분석 결과, 원판과 중심 용접의 2차 모드와 비교하였을 때, 다른 모드가 나타나고 있는 것을 알 수 있다.
Natural frequencies of rectangular plate (3T, fixed: 200 mm, SM, Horizontal-U)(Unit: Hz)
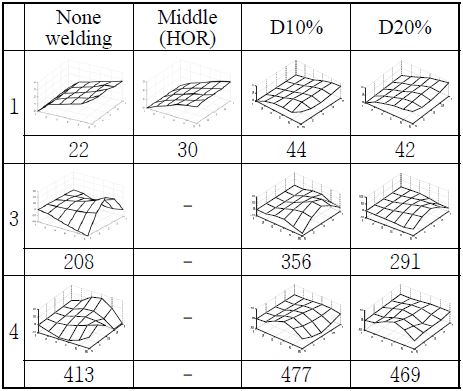
한 단 고정일 때, 마운트 고정 방향으로 가로 용접한 3T 직사각형 판의 고유진동수와 모드 형상은 Table 6에서 나타낸다. 1차 고유진동수는 20%가 가장 크며, 원판과 다른 모드가 나타나고 있는 것을 알 수 있다.
Natural frequencies of rectangular plate (3T, fixed: 200 mm, SM, Horizontal-D)(Unit: Hz)
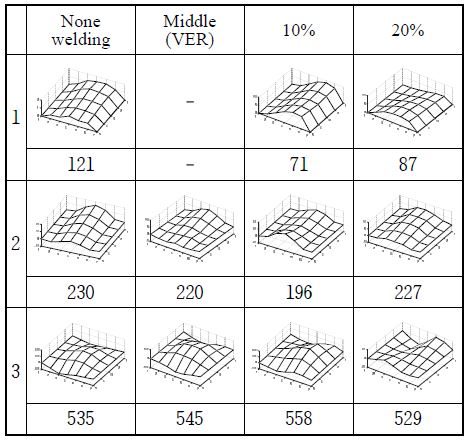
Table 7은 200 mm 부분 양단 고정일 때, 가로 방향으로 용접한 3T 직사각형 판의 고유진동수와 모드 형상이다. 1차 고유진동수는 원판의 고유진동수가 가장 높다. 대부분의 차수에서 10%보다 20%의 고유진동수가 높았다. 3T 직사각형 판을 200 mm 부분 양단 고정했을 경우, 용접 방향과 위치에 관계없이 1, 2차 모드는 원판의 고유진동수가 가장 높게 나타난다.
Natural frequencies of rectangular plate (3T, fixed: 200 mm, DM, Horizontal)(Unit: Hz)
3.3 300 mm 부분 고정일 때 세로 방향 용접
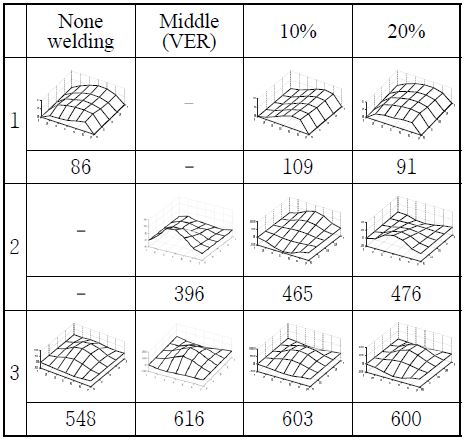
Table 8은 300 mm 부분 한 단 고정일 때, 세로 방향으로 용접한 3T 직사각형 판의 고유진동수와 모드 형상이다. 1차 고유진동수는 10%가 가장 높으며, 모든 차수에서 20%보다 10%의 고유진동수가 더 높은 경향을 보였다. 긴 변을 고정했을 경우, 세로 용접은 용접부가 중심에서 멀어질수록 고유진동수가 감소한다.
Natural frequencies of rectangular plate (3T, fixed: 300 mm, SM, Vertical)(Unit: Hz)
3.4 300 mm 부분 고정일 때 가로 방향 용접
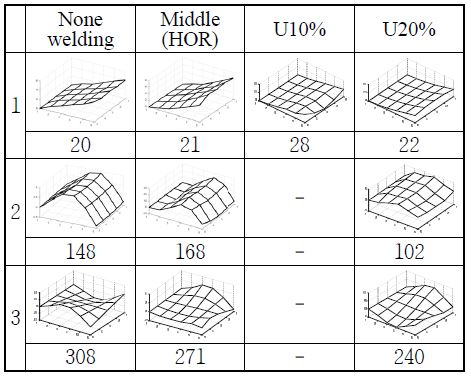
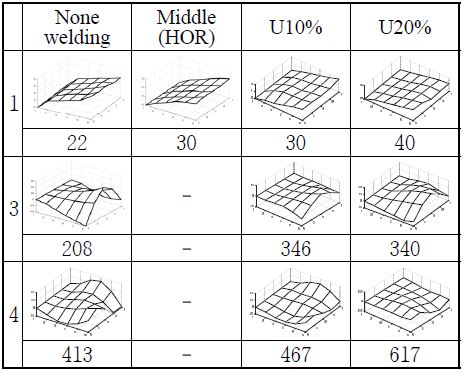
한 단 고정일 때, 마운트 고정 반대 방향으로 가로 용접한 3T 직사각형 판의 고유진동수와 모드 형상은 Table 10에서 나타낸다. 1차 고유진동수는 20%, 10%, 중심, 원판의 순서로 작아진다. 3차에서는 10%, 4차는 20%의 고유진동수가 크다.
Natural frequencies of rectangular plate (3T, fixed: 300 mm, SM, Horizontal-U)(Unit: Hz)
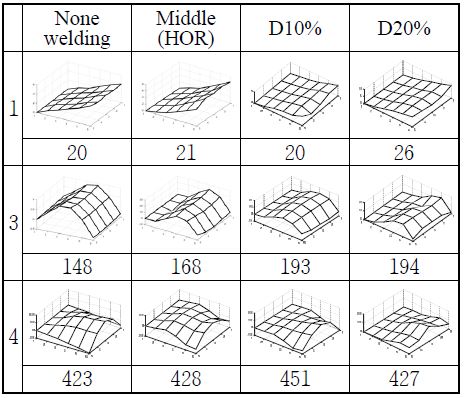
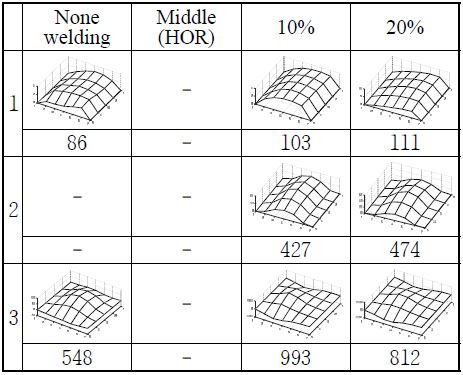
한 단 고정일 때, 마운트 고정 방향으로 가로 용접한 3T 직사각형 판의 고유진동수와 모드 형상은 Table 11에서 나타낸다. 1차 고유진동수는 10%가 가장 높고, 20%, 중심, 원판의 순서로 작다. 모든 차수에서 10%보다 20%의 고유진동수가 크며, 마운트와 용접부의 위치가 가까워질수록 고유진동수가 높아졌다.
Natural frequencies of rectangular plate (3T, fixed: 300 mm, SM, Horizontal-D)(Unit: Hz)
Table 12는 300 mm 부분 양단 고정일 때, 가로 방향으로 용접한 3T 직사각형 판의 고유진동수와 모드 형상이다. 1, 2차 고유진동수는 20%가 10%보다 크고, 3차는 20%가 10%보다 낮다. 200 mm 부분 고정일 때와는 다르게 원판보다 용접을 한 판의 고유진동수가 높았다. 모드 분석 결과, 중심을 이동하여 용접한 판은 중심 용접의 4차 모드와는 다른 모드가 나타나고 있는 것을 알 수 있다.
Natural frequencies of rectangular plate (3T, fixed: 300 mm, DM, Horizontal)(Unit: Hz)
4. 4T 직사각형 판의 실험 결과 및 고찰
4.1 200 mm 부분 고정일 때 세로 방향 용접
Fig. 4는 200 mm 부분 한 단 고정, Fig. 5는 양단 고정일 때, 세로 용접한 4T 직사각형 판의 고유진동수를 차수에 따라 나타내었다. 1차 고유진동수는 원판이 가장 큰 경향을 보인다. 모든 차수에서 10%의 고유진동수가 크게 낮아진다.

Natural frequencies of rectangular plate (4T, fixed: 200 mm, SM, Vertical)

Natural frequencies of rectangular plate (4T, fixed: 200 mm, DM, Vertical)
양단 고정일 때, 1차에서 원판의 고유진동수가 가장 컸으며, 모든 차수에서 10%의 고유진동수가 20%보다 높다.
4.2 200 mm 부분 고정일 때 가로 방향 용접
Fig. 6과 같이 한 단 고정일 때, 마운트 고정 반대 방향의 1차 고유진동수는 원판에서 가장 높다. 3, 5차에서 원판과 용접한 판의 고유진동수의 차이가 크게 나는데 용접부 위치에 따라 다른 모드가 나타나는 것을 확인할 수 있었다.

Natural frequencies of rectangular plate (4T, fixed: 200 mm, SM, Horizontal-U)
Fig. 7과 같이 한 단 고정일 때, 마운트 고정 방향으로 가로 용접한 판의 1차 고유진동수는 원판과 10%, 3차에서는 20%가 가장 높다.

Natural frequencies of rectangular plate (4T, fixed: 200 mm, SM, Horizontal-D)
Fig. 8과 같이 양단 고정일 때, 1차는 원판이 가장 높고, 모든 차수에서 10%보다 20%가 큰 경향이 나타난다. 200 mm 부분 고정 4T 직사각형 판에 가로 용접했을 경우, 모든 지지 조건에서 1차 고유진동수는 원판이 가장 높다.

Natural frequencies of rectangular plate (4T, fixed: 200 mm, DM, Horizontal)
4.3 300 mm 부분 고정일 때 세로 방향 용접
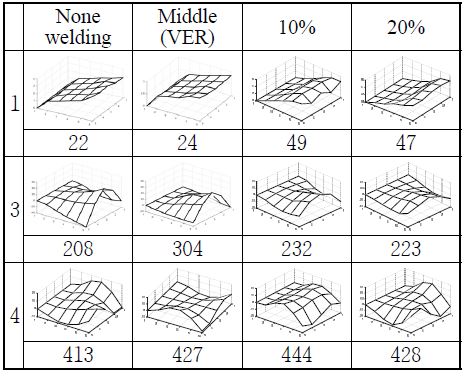
Fig. 9과 같이 한 단 고정일 때, 세로 용접한 판의 1, 4차 고유진동수는 10%가 20%보다 크고, 3차에서는 20%가 높았다. 다른 4T 직사각형 판은 1차에서 원판의 고유진동수가 높았지만, 300 mm 부분 고정일 때 세로 용접 판은 3, 4차에서 원판의 고유진동수가 높은 경향을 보였다.

Natural frequencies of rectangular plate (4T, fixed: 300 mm, SM, Vertical)
Fig. 10과 같이 양단 고정일 때, 세로 용접한 판의 1차 고유진동수에서는 중심 용접이 가장 높고, 원판, 20%, 10%의 순서로 작아졌다. 3, 4차에서도 10%보다 20%의 고유진동수가 높았으며, 200 mm 부분 양단 고정일 때 세로 용접과 다른 경향을 보였다.

Natural frequencies of rectangular plate (4T, fixed: 300 mm, DM, Vertical)
4.4 300 mm 부분 고정일 때 가로 방향 용접
Fig. 11과 같이 한 단 고정일 때, 마운트 고정 반대 방향으로 가로 용접한 판의 1차 고유진동수는 원판이 가장 높으며, 모든 차수에서 10%보다 20%의 고유진동수가 크다는 경향을 알 수 있다.

Natural frequencies of rectangular plate (4T, fixed: 300 mm, SM, Horizontal-U)
Fig. 12와 같이 한 단 고정일 때, 마운트 고정 방향으로 가로 용접한 판은 1차에서 원판의 고유진동수가 가장 높다. 2차는 10%가 가장 크고, 20%, 원판, 중심 용접의 순서로 작다.

Natural frequencies of rectangular plate (4T, fixed: 300 mm, SM, Horizontal-D)
Fig. 13과 같이 양단 고정일 때, 가로 용접한 판의 1차 고유진동수는 중심이 가장 높고, 모든 차수에서 10%가 20%보다 고유진동수가 큰 경향을 보였다. 300 mm 부분 양단 고정일 때, 모든 용접 방향 조건에서 고유진동수는 중심 용접이 가장 높고, 두 번째로 원판이 높다.

Natural frequencies of rectangular plate (4T, fixed: 300 mm, DM, Horizontal)
5. 결 론
본 연구에서는 직사각형 평판의 용접부 위치에 따른 실험을 진행하였고, 모드 해석을 통해 결과를 비교하여 정성적인 경향을 분석하였다.
1) 직사각형의 짧은 길이(200 mm)를 양단 고정하면 두께와 관계없이 모든 용접 방향에서 원판의 1차 고유진동수가 용접한 판보다 크게 나타난다. 또한 4T 직사각형 판은 한 단 고정에서도 이와 같은 경향이 나타났지만, 3T 직사각형 판은 한 단 고정에서 1차 고유진동수는 원판보다 용접된 판의 고유진동수가 더 높게 나타난다.
2) 4T 직사각형 판의 200 mm 부분을 고정한 세로 용접의 경우, 판의 중심으로부터 20% 이동한 경우보다 10% 이동한 경우의 고유진동수가 크게 나타난다.
3) 직사각형의 짧은 길이를 용접하면 평판의 중심에서 멀어질수록 고유진동수가 증가하고 직사각형의 긴 길이를 용접하면 평판의 중심에 가까울수록 고유진동수가 증가한다.
4) 모든 직사각형 판에서 가로 용접했을 경우, 판의 중심을 용접했을 때보다 마운트에 가까이 용접하였을 때 고유진동수가 크게 나타난다.
Acknowledgments
이 논문은 2020학년도 부경대학교 연구년 교원 지원사업에 의하여 연구되었음.
Author contributions
S. Y. Bae; Conceptualization, Data curation, Formal analysis, Methodology, Supervision, Validation. J. Y. Moon; Investigation, Project adminstration, Software, Experimental data analysis, Writing-original draft, Writing-review & editing.
References
- Y. H. Yu, 2002, "Relation Between Welding Shapes and the Vibration Energy Flows of Steel Plate", Journal of the Korean society for power system engineering, Vol. 6, No. 4, pp. 36-42.
-
K. W. Kang, I. J. Chang and J. K. Kim, 2010, "Vibration Fatigue Analysis for Multi-Point Spot-Welded SPCC Structure Considering Change of Dynamic Response", Transactions of the Korean Society of Mechanical Engineers. A., Vol. 34, No. 9, pp. 1193-1199.
[https://doi.org/10.3795/KSME-A.2010.34.9.1193]

-
D. S. Han, S. C. Ahn, C. W. Ahn and G. J. Han, 2002, "A Study on Vibration Characteristics of Plate Structures Spot-Welded with respect to Area Ratio and Distance Ratio", Journal of navigation and port research, Vol. 26, No. 1, pp. 43-49.
[https://doi.org/10.5394/KINPR.2002.26.1.043]
-
J. H. Kim, D. Y. Park and S. Y. Bae, 2017, "A study on the effect of welding on natural frequencies of thin plate", The Korea Society for Fisheries and Marine Sciences Education, Vol. 29, No. 5, pp. 1356-1364.
[https://doi.org/10.13000/JFMSE.2017.29.5.1356]
- J. H. Kim, 2018, "A study on vibration characteristics of welded thin plate".
- D. Y. Park, 2019, "A study on vibration characteristics of welded plates".
-
D. Y. Park, W. Y. Seo and S. Y. Bae, 2019, "A study on the effect of boundary condition and thickness on the natural frequencies of welded thin plates", The Korea Society for Fisheries and Marine Sciences Education, Vol. 31, No. 3, pp. 801-809.
[https://doi.org/10.13000/JFMSE.2019.6.31.3.801]
-
J. Y. Moon and S. Y. Bae, 2020, "A study on the vibration characteristics according to the position of the welding part", Journal of the Korea Society For Power System Engineering, Vol. 24, No. 5, pp. 19-25.
[https://doi.org/10.9726/kspse.2020.24.5.019]
- American Welding Society(2015). AWS D1.1 Structural Welding Code – Steel.